Prezentul material este continuarea articolului Fabricarea circuitelor imprimate in laboratorul propriu – Partea I.
Developarea laminatului expus
Developarea – etapa importanta in cadrul fluxului de fabricatie, de ea depinde aspectul final al cablajului imprimat. Ea este un proces chimic relativ simplu la care precautiile sunt mai mult de protectie a muncii (manusi de cauciuc, ochelari de protectie, halat sau salopeta, masca a nasului/gurii, etc.) decat tehnice.
Operatiile din cadrul acestei etape tehnologice sunt urmatoarele:
a) Imbracarea echipamentului de protectie a muncii si pregatirea materialelor necesare developarii;
b) Pregatirea solutiei de developare.
Pregatirea solutiei de developare se face astfel: in apa ce are temperatura de 35 – 40 grade Celsius se pune soda caustica, aproximativ 1 lingura de soda caustica la 1 litru de apa, recipientul utilizat fiind din plastic (figura 1).


Atentie!! Dizolvarea sodei caustice se face in cadrul unei reactii exoterme (cu generare de caldura) ceea ce poate conduce la un fenomen de efervescenta a apei, stropii rezultati cauzand arsuri ale suprafetei cu care intra in contact. De aceea este recomandata adaugarea treptata a cristalelor.
Persoana ce realizeaza acest proces trebuie sa se asigure de topirea integrala a cristalelor cu ajutorul unei spatule din material plastic sau sticla cu care sa amestece usor solutia. Daca nu se realizeaza aceasta verificare pot exista suprafete supra sau sub-developate, ceea ce inseamna PCB-uri inutilizabile. Developer-ul preparat poate fi utilizat pentru mai multe cablaje, dar indicat ar fi a se prepara solutie proaspata de fiecare data.
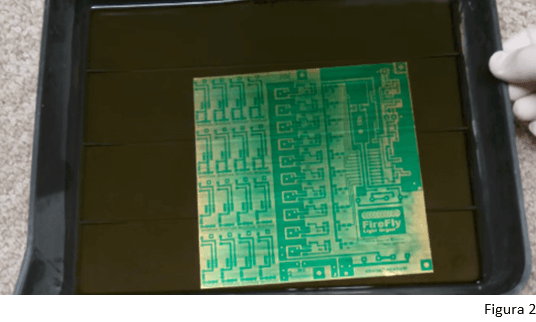
c) Introducerea laminatului in solutia de developare
Laminatul expus se manevreaza cu grija fara a fi atinse suprafetele acestuia (o manipulare corecta a PCB-urilor este aceea doar de margini) si se scufunda incet in developer (cu structura de interconectare in sus, in cazul circuitelor monostrat) – Figura 2.

d) Agitarea cu grija a solutiei prin deplasari laterale ale cuvei (fara a reversa in exterior developer-ul).
Procedura trebuie continuata pana cand nu se mai desprind pelicule albastre de pe laminat si o putem considera completa in momentul in care zonele fara trasee sunt dizolvate integral. Timpul de developare variaza (intre 30 secunde si 10 minute), depinzand de concentratia si temperature solutiei. Daca fotorezistentul este dizolvat in intregime, situatia este defavorabila, insemnand ca a existat supraexpunere UV. Daca nu se intampla nimic in 10 minute, atunci cablajul a fost subexpus.
O problema majora in etapa de developare este ramanerea, la final, pe laminat a unui strat subtire de fotorezist, strat ce face imposibila corodarea. O recomandare utila este aceea de a lasa placa in solutie inca aproximativ 30-50 secunde, dupa momentul in care se presupune ca a fost inlaturat tot fotorezistul nedorit.
Daca fotorezistul nu este inlaturat in totalitate de pe zonele dorite, acest lucru poate fi cauzat de urmatoarele:
- cablajul a fost subexpus – marirea timpului de expunere cu 25%;
- developer-ul este uzat – cresterea timpului de developare sau pregatirea unei solutii proaspete;
- developer-ul este prea rece – temperature minima a solutiei este de 18 grade Celsius.
Daca fotorezistul este dizolvat in totalitate de pe laminat, poate fi cauzat de urmatoarele:
- cablajul a fost supraexpus – reducerea timpului de expunere cu 25%;
- folia transparenta nu a fost sufficient de opaca – utilizarea unei imprimante mai performante, sau o dubla imprimare;
- developer-ul este prea concentrat – diluarea acestuia;
- developer-ul este prea fierbinte – temperature maxima este de 40 grade Celsius.
De retinut: daca laminatul a fost developat in mod correct, dupa cufundarea in baia de corodare (pentru scurt timp – aprox 10s), se va observa ca ariile de cupru expuse corodarii au capatat culoare roz aprins.
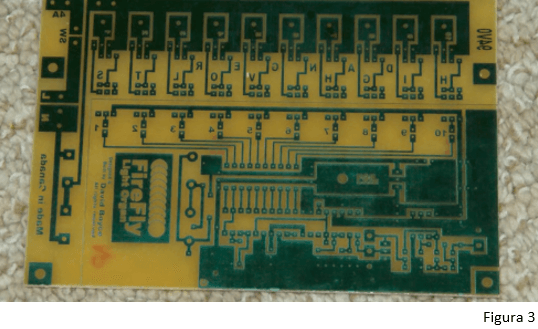
e) Spalarea si uscarea
La finalul procesului de developare, laminatul este scos din cuva de developare si spalat in apa rece curenta. In acest mod este oprit procesul de developare si placa va fi gata de corodare (figura 3).

Uscarea se poate realiza prin tamponare cu servetele de hartie de buna calitate (nu zgarie si nu raman reziduri celulozice).
f) Retusarea zonelor cu probleme
In zonele in care exista arii cu trasee zgariate sau intrerupte, acestea pot fi retusate cu unmarker rezistent la agentul corodant. Un developer superior este metasilicatul de sodiu pentahidrat (Na2SiO3 5H2O).
Avantajul acestei solutii de developare reprezinta imposibilitatea ei de a supradevelopa laminatul. Poate fi lasat in cuva un timp mai indelungat decat cel normal fara a se degrada. Pentru aceasta solutie temperatura nu este critica, asadar nu exista riscul aparitiei traseelor intrerupte datorate temperaturii ridicate. Un alt avantaj este acela ca solutia poate fi folosita de mai multe ori. Lipsa riscului de supradevelopare permite prepararea unor solutii foarte concentrate, ceea ce ajuta la reducerea timpului de procesare. Amestecul recomandat este de 1 parte developer la 9 parti apa.
Corodarea laminatului developat si obtinerea cablajului imprimat
Corodarea laminatului developat si obtinerea placii de cablaj imprimat, reprezinta o etapa fundamentala in cadrul tehnologiei substractive de fabricatie a structurilor PCB. La sfarsitul acestei etape vom obtine structura metalica planara de interconectare generata in mod virtual prin metode CAD. Incantarea va fi in momentul in care vom putea testa efectiv ceea ce am creat virtual, in mod real.
Operatiile din cadrul etapei de corodare sunt urmatoarele:
a) Imbracarea echipamentului de protective a muncii si pregatirea materialelor necesare corodarii;
b) Prepararea solutiei de corodare. Intr-un litru de apa calda (45-50 grade Celsius) intr-o cuva din material plastic, se adauga 1 kg de clorura ferica anhidra (cristale), cantitatea poate fi realizata in functie de necesitati prin micsorarea sau marirea cantitatilor. In cazul achizitionarii de solutie de corodare gata preparata, aceasta trebuie incalzita pana la temperatura corespunzatoare. In timpul procesului de incalzire se va observa o degajare de fum (a nu se inhala, in plus este recomandata o ventilatie cat mai buna a camerei). Solutia poate fi utilizata si la temperatura camerei, dar timpul de procesare va fi mai mare. Inainte de a trece la urmatorul pas, trebuie sa ne asiguram ca substanta solida s-a dizolvat complet cu ajutorul unei spatule din sticla sau plastic.
c) Operatia de corodare. Laminatul developat se cufunda in solutia de corodare, respectandu-se cele precizate anterior. Corodarea este imbunatatita daca recipientul in care se realizeaza operatia este deplasat stanga-dreapta, pentru a scoate solutia din starea de repaus. Folosind un vas de corodare special (cu agitare cu bule de aer si incalzire) corodarea dureaza mai putin de 5 minute, spre deosebire de modalitatea clasica (tava, fara agitare si fara incalzire) unde timpul de procesare poate fi de pana la zeci de minute.
Scopul fiind eliminarea zonelor de cupru neprotejate, este indicat sa se realizeze verificari ale procesului la diferite intervale de timp. Corodarea cablajului poate dura de la cateva minute pana la o jumatate de ora.
Supra-corodarea cablajului poate duce la intreruperea traseelor de cupru, produsul final ajung a fi inutilizabil. Daca fotorezistul este atacat de corodant, atunci:
- cablajul este supradevelopat – reducerea timpului de developare;
- corodantul este prea fierbinte – temperatura optima este de 40-50 grade Celsius, maxim 55grade Celsius. Daca traseele nu au fost definite correct, iar timpul de corodare este prea indelungat:
- solutia de corodare trebuie inlocuita – daca procedeul dureaza maimult de 25 minute;
- fotorezistul nu a fost indepartat complet -trebuie redevelopat laminatul.
De retinut: daca temperatura solutiei este prea ridicata, exista posibilitatea supracorodarii cablajului sau deteriorarea fotorezistului. Daca temperatura este prea scazuta, apare fenomenul de subcorodare, acesta ajuta la producerea aparitiei a scurt circuitelor intre trasee adiacente.
d) Operatii si verificari finale. Dupa ce toate zonele de cupru neprotejate au fost inlaturate, placa de circuit imprimat se extrage din cuva de corodare si se verifica integritatea structurii de interconectare realizata.
In cazul in care rezultatul este cel droit, placa se spala din abundenta sub jet de apa pentru eliminarea totala a solutiei de corodare. Structurile PCB se usuca in jet de aer cald sau cu servetele de hartie de buna calitate.
Fotorezistul ramas se va inlatura cu ajutorul unei carpe inmuiata in tiner, acetona sau solutie de soda caustica (min 30%) incalzita la 40 grade Celsius. Va mai fi necesara o noua operatie de plasare + uscare.
La final placa fabricata se degreseaza cu alcool izopropilic si devine apta pentru ultima etapa din lantul tehnologic, gaurirea.

Solutia de corodare poate fi depozitata intr-un recipient din material plastic, pentru utilizari ulterioare.
Gaurirea placii de circuit imprimat
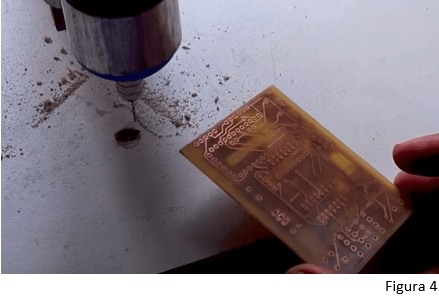
Gaurirea trebuie sa se realizeze in concordanta cu dimensiunile terminalelor componentelor electronice utilizate in schema (valabil pentru componentele THT – Through Hole Device). Avantajul componentelor SMD (Surface Mounted Device) este acela ca se monteaza pe suprafata PCB-ului si nu necesita realizarea unor gauri in pastilele de cupru associate terminalelor sau zonelor de contactare.
Inainte de realizarea gaurilor, este recomandat sa se studieze in cataloagele de specialitate, specificatiile tehnice terminalelor componentelor folosite. Exemple de dimensiuni tipice ale gaurilor: CI, rezistoare, condensatoare, tranzistoare de mica putere, etc, 0.8 mm; diode mai mari (1N4001, etc), header-e, conectoare special, anumite tipuri de condensatoare: 1 mm; blocuri terminale, componente R sau C semireglabile, dispositive de putere, etc: 1.2 – 1.5 mm (figura 4).

Pentru realizarea gaurilor masinile de gaurit manual sau electrice de dimensiuni mici sunt recomandate a fi folosite. Nu trebuie uitata folosirea echipamentului de protectie a muncii, in special ochelarii de protective si mastile pentru nas si gura. Burghiele folosite sunt cele ce accepta viteza de rotatie mare (15.000 – 20.000 rpm) si nu este recomandata folosirea burghielor pentru lemn.
Toate gaurile se executa la diametre corecte, spre exemplu: 0.6, 0.8 si 1 mm. Indicat este sa se inceapa cu gaurile mari. Acest lucru duce la evitarea revenirii pentru largirea gaurilor deja realizate, evitand astfel eventualele daune ce s-ar putea realiza. Daca sunt utilizate burghie HM (Hard Metal) acestea sunt foarte casante. Caderea pe masa chiar si de la o mica inaltime (5-10 cm) poate duce la ruperea lor. Daca sunt atent folosite acestea pot rezista la peste 2.000 gauriri, spre deosebire de burghiele HSS (High Speed Steel) ce se tocesc dupa doar cateva zeci de folosiri, uneori devenind inutilizabile.
De retinut: pentru a nu rupe burghiele este indicat sa nu se exercite forte laterale in timpul operatiei de gaurire. Gaurirea este mai usoara daca PCB-ul este asezat pe o bucata de lemn de esenta moale, de grosime adecvata. Acest lucru ajuta la evitarea provocarii de daune accidentale asupra mesei de lucru.
Observatii si recomandari
- realizati o inspectie optica atenta a structurii PCB-ului fabricat, verificand intreruperile de trasee si scurt circuitele dintre ele. Remedierea defectelor este bine de realizat pas cu pas.
- cand se realizeaza doua cablaje identice, pentru a economisi timp, aliniati-le si gauriti-le in acelasi timp (a nu se realiza de catre incepatori).
- dupa realizarea tuturor gaurilor, cablajul se taie cu ajutorul unei rigle si a unui cutter professional. Asezarea cablajului se face pe o suprafata tare, se fixeaza rigla pe placa si se incepe a crea un sant cu ajutorul lamelei cutter-ului suficient de adanc ce va duce la desprinderea structurii. Grija mare la manuirea cutter-ului, acesta poate provoca zgarieturi adanci ale mesei de lucru, sau mai grav ale utilizatorului.
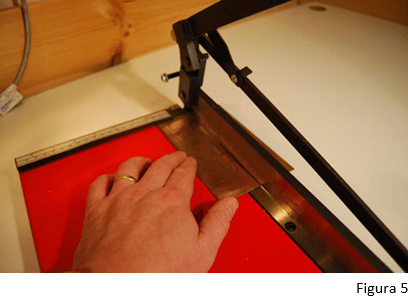
- solutia profesionala de taiere a placilor este aceea de folosire a unei ghilotine (figura 5).

- cablajul poate fi slefuit mecanic cu smirghel foarte fin, cu un burete abraziv sau chiar praf de curatat (tix). Aceasta procedura asigura inlaturarea impuritatilor, oxizilor formati si eliminarea reziduurilor de solutii ramase pe structura de cupru. Dupa slefuire placa trebuie stearsa cu o carpa curata, iar mai apoi spalata cu alcool izopropilic, uscata prin tamponare sau cu jet de aer cald.
La finalul intregului proces de fabricatie, vor rezulta structuri de PCB profesionale care vor ridica nivelul de calitate al modulelor realizate in laboratorul propriu.
Bibliografie:
Articol preluat din Revista Conex Club nr. 35-36 din anul 2002. O puteti descarca integral de aici.
Autori: Dr. Ing. Norocel-Dragos Codreanu, Alexandru-Bogdan Mirica (Universitatea „Politehnica” din Bucuresti, Facultatea Electronica si Telecomunicatii.